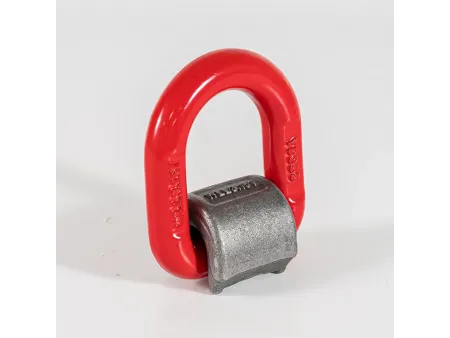
حلقة رفع شكل D مثبتة على نقطة التثبيت والارتكاز بقوة حمل (1.12 إلى 20 طن) G80 Weld On Lifting Point (1.12-20t)




طلب عرض سعر
الموقع الإلكتروني: http://loadlifting-ae.com/1-8-g80-weld-on-lifting-point-1-20t.html
قطع وأدوات ومساعدات الرفع والتثبيت BLT085
- حد الحمولة أثناء العمل 1.12 إلى 20 طن
- محور الارتكاز 180 درجة
- نوع التثبيت: اللحام
- زاوية المحور (الارتكاز): 180 درجة
- معالجة السطح (للحلقات): مطلي بالبودرة
- نطاق درجة حرارة التشغيل: من -40 إلى 200 درجة مئوية
- درجة السلسلة: G80
- القلوظة المخصصة: متري/السن الخشن الموحد (UNC)/ السن الناعم الموحد (UNF)/أنبوبي مقلوظ\مطول\مقصر
- يدور أثناء التحميل: لا
- زنبرك تثبيت لوصلة التعليق: لا
- حد الحمولة التشغيلية: من 1.12 إلى 20 طن
- معامل الأمان: 4:1
- القياسي: DIN EN 1677-1
- الحماية من الانفجار: لا
- رقم اللون RAL: قابل للتخصيص
- بطاقة التعريف المتوفرة: لا
الفحص والمعايير
- اجتازت هذه المنتجات فحص مقياس تفاوت سنون اللولب 6g، وهو مناسب للفتحات الملولبة الدقيقة
- تحمّلت اختبار إجهاد الحمل بـ 1.5 ضعف لمدة 20,000 دورة و2.5 ضعف اختبار الحمل المقنن
- اجتازت فحص الجسيمات المغناطيسية لضمان خلو المنتج من الشقوق
- صُنعت وفقًا لمعايير EN1677-1، وتتوفر تقارير الاختبار المعتمدة
التطبيقات
- في أعمال النقل والمناولة: مثالية لمعدات رفع ونقل البضائع الثقيلة والمكونات والحاويات كبيرة الحجم، مما يقلل من الأخطاء ويقلل من مخاطر التصادم أو التلف.
- في المنشآت الصناعية: مصممة لتتحمل 20000 دورة إجهاد، وتوفر متانة استثنائية، مما يجعلها مناسبة لعمليات الرفع المتكررة في البيئات الصناعية. وتشمل الاستخدامات الشائعة رفع الضواغط الصناعية والمحركات الكهربائية والغلايات وغيرها من الآلات الثقيلة.
صُممت بسعة حمولة تتراوح من 1.12 إلى 20 طن وقدرة على الدوران المحوري بزاوية 180 درجة، لتوفير حلول رفع آمنة ومتعددة الاستخدامات. كما يمكن لحامها مباشرةً على سطح الحمولة، إما كنقطة رفع موثوقة أو كنقطة تثبيت ثابتة لتثبيت عارضة الموزعة. كما إنها تخلق نقطة رفع دائمة وثابتة، مما يضمن أماناً وموثوقية استثنائية للتطبيقات الشاقة.
الميزات
- نطاق محوري بزاوية 180 درجة لتطبيقات رفع متعددة الاستخدامات وبشكل عالي الدقة
- حد حمولة العمل (WLL) من 1.12 إلى 20 طن، ومصممة لتحمل العمليات الشاقة والصعبة
- يتميز بعامل أمان بنسبة 4:1 ويخضع لاختبارات غير مدمرة بنسبة 100 بالمائة لمضاعفة الموثوقية
- تتميز بأنها مشكلة من سبائك الصلب المصنوعة من سبائك الكروم والموليبدينوم عالية القوة، كما تعزز عمليات التبريد والتلطيف من متانته وقوة الشد.
- تتميز بطلاء مسحوق إلكتروستاتيكي من راتنجات الإيبوكسي لهيكل الحلقة ومعالجة مقاومة للصدأ من داكروميت للمسمار، مما يوفر مقاومة ممتازة للتآكل.
- تم تصنيعها وفقًا لمعايير EN1677-1، مما يضمن الامتثال لمتطلبات الجودة والسلامة.
الخواص
| السلسلة | حد الحمولة (بالطن) | الأبعاد (مم) | الوزن (كجم) | |||||||||
| A | B | C | D | F | G | H | HV | W | a | |||
| | 1.12 | 67 | 38 | 41 | 13.0 | 68.0 | 33.0 | 35.0 | 5 | 36 | 3 | 0.40 |
| | 2.00 | 70 | 40 | 42 | 14.0 | 77.0 | 35.5 | 41.5 | 6 | 38 | 3 | 0.47 |
| | 3.15 | 80 | 43 | 45 | 17.5 | 80.5 | 39.0 | 41.5 | 7 | 43 | 3 | 0.69 |
| | 5.30 | 98 | 60 | 54 | 22.0 | 97.0 | 49.0 | 48.0 | 8 | 50 | 3 | 1.46 |
| | 8.00 | 124 | 69 | 70 | 27.0 | 118.0 | 58.0 | 60.0 | 10 | 66 | 4 | 2.50 |
| | 10.00 | 140 | 75 | 84 | 28.0 | 143.0 | 62.0 | 81.0 | 12 | 76 | 4 | 3.20 |
| | 15.00 | 163 | 87 | 95 | 34.0 | 155.0 | 69.0 | 86.0 | 15 | 88 | 4 | 5.79 |
| | 20.00 | 239 | 125 | 147 | 46.0 | 234.5 | 88.0 | 146.5 | 20 | 124 | 4 | 15.50 |
عامل أمان بنسبة 4:1
يجب أن تتم عمليات اللحام بواسطة موظفين لحام مؤهلين وفقًا لمواصفات EN287 أو AWS
تطبيقات الحمل أثناء العمل
| طريقة الرفع | |||||||||||
| عدد أرجل الرافعة | 1 | 2 | 1 | 2 | 2 | 2 | 3-4 | 3-4 | |||
| زاوية الرفع | 0° | 0° | 90° | 90° | 0-45° | 45-60° | عدم التماثل | 0-45° | 45-60° | عدم التماثل | |
| السلسلة | لولب (سنون) شكل M | حد الحمولة (بالطن) | |||||||||
| BLT085-01 | 1.12 | 1.12 | 2.24 | 1.12 | 2.24 | 1.6 | 1.12 | 1.12 | 2.4 | 1.68 | 1.12 |
| BLT085-02 | 2 | 2.00 | 4.00 | 2.00 | 4.00 | 2.8 | 2.00 | 2.00 | 4.2 | 3.00 | 2.00 |
| BLT085-03 | 3.15 | 3.15 | 6.30 | 3.15 | 6.30 | 4.4 | 3.15 | 3.15 | 6.6 | 4.725 | 3.15 |
| BLT085-05 | 5.3 | 5.30 | 10.60 | 5.30 | 10.60 | 7.4 | 5.30 | 5.30 | 11.1 | 7.95 | 5.30 |
| BLT085-08 | 8 | 8.00 | 16.00 | 8.00 | 16.00 | 11.2 | 8.00 | 8.00 | 16.8 | 12.00 | 8.00 |
| BLT085-10 | 10 | 10.00 | 20.00 | 10.00 | 20.00 | 14.0 | 10.00 | 10.00 | 21.0 | 15.00 | 10.00 |
| BLT085-15 | 15 | 15.00 | 30.00 | 15.00 | 30.00 | 21.0 | 15.00 | 15.00 | 31.5 | 22.50 | 15.00 |
| BLT085-20 | 20 | 20.00 | 40.00 | 20.00 | 40.00 | 28.0 | 20.00 | 20.00 | 42.0 | 30.00 | 20.00 |
ظروف/ شروط عملية اللحام
- يجب أن تتم عمليات اللحام بواسطة أفراد مؤهلين وفقًا لمعايير EN 287 أو AWS.
- يجب ألا يتجاوز محتوى الكربون في المادة الأساسية 0.4 بالمائة.
- إذا كانت درجة الحرارة المحيطة أقل من 10 درجات مئوية، يجب التسخين المسبق للسطح قبل اللحام.
- يجب عدم إجراء اللحام في ظروف جوية مفتوحة أو غير مواتية.
طرق اللحام
- قبل اللحام، تأكد من أن السطح الملامس نظيف وخالٍ من برادة الحديد أو الشحوم أو الزيت أو الطلاء أو الخبث أو أي ملوثات أخرى. إذا كان السطح متآكلًا أو مطليًا، يجب إزالة جميع الصدأ والطلاء تمامًا من منطقة اللحام.
- قبل الانتقال إلى ممر اللحام التالي، قم بتنظيف حبة اللحام تمامًا لتجنب شوائب الخبث.
- بمجرد بدء اللحام، تجنب الانقطاعات لمنع تبريد المكونات.
- قم بإجراء فحص شامل للمنطقة الملحومة للتأكد من خلوها من الشقوق أو الانخفاضات أو الحفر. إذا لزم الأمر، استخدم طرق اختبار غير مدمرة مثل فحص الجسيمات المغناطيسية أو الفحوصات المخترقة السائلة.
- إذا كانت هناك حاجة إلى إصلاحات، قم بطحن العيوب واتباع خطوات اللحام المؤهلة المناسبة مرة أخرى.
- تجنب التبريد السريع للمنطقة الملحومة.