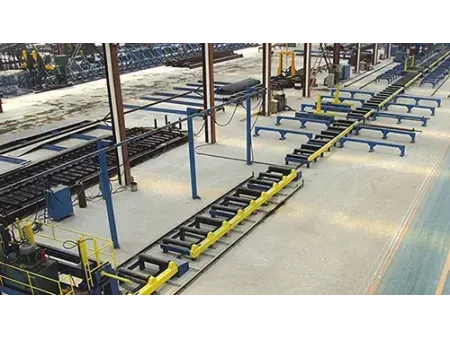
خط لحام كمر حديد مربع ومستطيل (على شكل صندوق مجوف) Box Beam Welding Line



طلب عرض سعر
الموقع الإلكتروني: https://steelbeammachine-ae.com/box-beam-welding-line-1-2.html
تغطي خطوط لحام الجسور الصندوقية كامل عملية الإنتاج بدءًا من تحميل المواد الخام والتجميع، مرورًا بلحام التثبيت، واللحام الكهروخبثي (Electroslag Welding)، واللحام بالقوس المغمور مزدوج السلك ومزدوج القوس، وصولًا إلى تشغيل وتفريز الوجوه النهائية. وبما أن جميع هذه المراحل مترابطة ضمن خط إنتاج واحد، فإن تدفق الإنتاج يكون أكثر سلاسة من مرحلة إلى أخرى. وحتى في حالة التشغيل بنظام وردية واحدة، يمكن أن يتجاوز الإنتاج السنوي 12000 طن بفضل هذا الخط.
المواصفات
- أقصى مقطع لقطعة العمل: 1200 × 1200 مم
- أقل مقطع لقطعة العمل: 300 × 300 مم
- طول قطعة العمل: 4000 – 15000 مم
- سماكة اللوح: 20 – 60 مم
- وزن قطعة العمل: ≤ 20 طن
تسلسل الإنتاج
- قطع الألواح حسب أبعاد الجسور الصندوقية
- تعليم وتحديد الأبعاد، شطف الحواف، وفتح فتحات اللحام الكهروخبثي
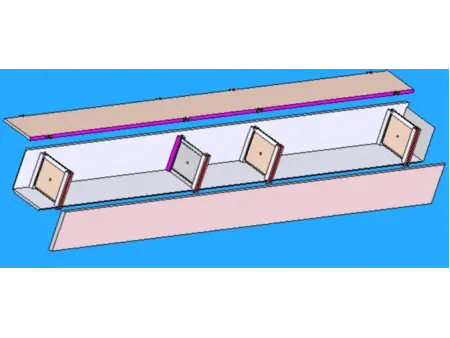
- تجميع الحواجز الداخلية (Diaphragm Assembly)
- تجميع اللوح الجانبي مع الحواجز الداخلية
- تجميع شكل U
- قلب 90° للحام اليدوي للحواجز الداخلية
- قلب عكسي 90° للحام اليدوي للحواجز الداخلية
- تجميع المقطع الصندوقي
- نقل إلى منطقة اللحام الكهروخبثي مع القلب واللحام
- القلب والفحص وإزالة الدعامات (Riser Removal)
- قلب 90° للحام اليدوي لإصلاح خط اللحام الرئيسي
- لحام الجذر باستخدام الغاز الحامي
- القلب ولحام الجذر بالغاز الحامي
- اللحام المغمور مزدوج السلك ومزدوج القوس
- قلب 180° للحام اليدوي لإصلاح خط اللحام الرئيسي
- لحام الخط الرئيسي بتقنية مزدوج السلك ومزدوج القوس
- الطلاء
- التجميع النهائي ولحام التثبيت
- السفع الرملي (Shot Blasting)
- الطلاء النهائي
تكوين خط لحام الجسور الصندوقية
-
- حجم قطعة العمل: 300–1200 مم
- أقصى سماكة للحاجز: 80 مم
- قدرة حمل الطاولة: 1500 كغ
- زاوية دوران الطاولة: ±180°
- سرعة الميل: 1 دورة/دقيقة
- ارتفاع مركز الدوران: 1000 مم
- قدرة محرك الميل: 0.75 kW
ماكينة تجميع الحواجز GZ12 -
- حجم قطعة العمل: 300–1200 مم
- طول قطعة العمل: 4000–15000 مم
- الحمولة القصوى: 20 طن
- سرعة الحركة: 6 م/دقيقة
- ضغط هيدروليكي: 14 MPa
- قدرة الدفع: 1.1 kW × 2
- قدرة النظام الهيدروليكي: 11 kW
- سرعة النقل: 9.3 م/دقيقة
ماكينة التجميع UBZ12 للجسور الصندوقية -
- العدد: 6 مجموعات (2 وحدة/مجموعة)
- الحمولة القصوى: ≤ 20 طن
- المقطع: 300 × 300 إلى 1200 × 1200 مم
- طول قطعة العمل: 4000 – 15000 مم
- سرعة الحركة: 5 م/دقيقة
- ضغط هيدروليكي: 20 MPa
جهاز قلب هيدروليكي متحرك 180° YF1220 (G) -
- العدد: وحدتان (على سكة مشتركة)
- سرعة الحركة: 6 م/دقيقة
- القدرة الكلية: 1.5 kW
- المقطع: 300 × 300 إلى 1200 × 1200 مم
- طول السكة: 18 م
- عرض السكة: 1500 مم
ماكينة اللحام الكهروخبثي XSD12 -
- العدد: 4 وحدات (2 للجذر 2 لطبقات التعبئة)
- سرعة اللحام: 0.24 – 2.4 م/دقيقة
- سرعة الرجوع: 3 م/دقيقة
- القدرة الكلية: 2.6 kW
- قدرة ماكينة اللحام: 25 kVA × 4
- ضغط الغاز: 0.4 – 0.8 MPa
ماكينة لحام كابولي XQ12 -
- سرعة اللحام: 0.24 – 2.4 م/دقيقة
- سرعة الرجوع: 3 م/دقيقة
- القدرة الكلية: 2.6 kW
- قدرة استرجاع الفلكس: 3 kW × 2
- قطر سلك اللحام: 4 – 5 مم
- سعة الفلكس: 50 كغ × 2
- ضغط الغاز: 0.4 – 0.6 MPa
ماكينة لحام مغمور كابولي LHF12 -
- أقصى مقطع: 1500 × 2000 مم
- سرعة التغذية: 50 – 500 مم/دقيقة
- قدرة المحرك: 5.5 kW
- سرعة العمود: 125 – 630 دورة/دقيقة
- نظام التحكم: GSK980Mdi
- قطر القاطع: 125 – 320 مم
- التغذية الكهربائية: 380V / 50Hz
ماكينة تفريز الوجوه النهائية CNC DX1520 -
- العدد: مجموعة واحدة (4 وحدات)
ماكينة تفريز وجوه نهايات الجسور -
- قدرة الرفع: 20 طن/مجموعة
- شوط الرفع: 80 مم
- سرعة الحركة: 5 م/دقيقة
- قدرة المحرك: 1.5 kW
- ضغط هيدروليكي: 16 MPa
- المسافة بين القضبان (من المركز إلى المركز): 700 مم
- قدرة الوحدة الهيدروليكية: 15 كيلوواط
وحدة نقل الجسور YGJ20 -
- الكمية: مجموعة واحدة
- الطول الكلي: حوالي 167 م (يغطي مناطق التجميع واللحام)
نظام الناقل الأسطواني
المميزات
- تم توريد أكثر من 60 خط إنتاج للجسور الصندوقية في الصين، مما يعكس نضج الحل الصناعي.
- تم دمج جميع العمليات المساعدة داخل خط الإنتاج لتقليل الحاجة للرافعات العلوية.
- تطوير عمليات اللحام يتم عبر مختبرات متخصصة وليس تجارب ميدانية فقط، لضمان جودة أعلى.
- فتحات اللحام الكهروخبثي يتم قطعها مسبقًا لتجنب عيوب اللحام.
- جهاز القلب المتحرك 180° يعمل بنظام حركة مرن يقلل الاهتزاز ويحسن السلامة.
- نظام تتبع اللحام يجمع بين التحكم الميكانيكي والهوائي لتحسين الدقة.
- ماكينة تجميع الحواجز هي منتج حاصل على براءة اختراع.