روبوت لحام مجنزر لكل أوضاع اللحام بتوجيه وتتبع ذاتي Trackless Unguided All-position Crawling Welding Robot
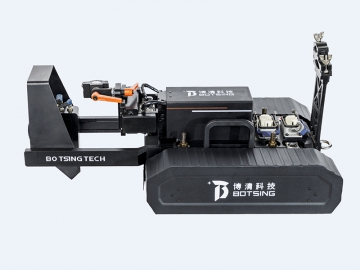
يعد روبوت اللحام الزاحف "مجنزر" ذو التوجيه والتتبع الذاتي من أنظمة اللحام الآلية المستخدمة لكل للحام لكل أوضاع اللحام (من 1G إلى 6G) الأجزاء الهيكلية الكبيرة، أوعية الضغط والخزانات والصهاريج الصناعية مثل: تطبيقات اللحام لصناعة النفط والغاز، المنصات البحرية، تشييد السفن، الإنشاءات، التطبيقات النووية، والعديد من التطبيقات الصناعية الأخرى.
تصميم نظام التوجيه والتتبع الذاتي (trackless) يوفر الحركة المرنة، ويضمن نظام التتبع البصري بالليزر دقة التتبع العالية لدرزة "وصلة" اللحام، كما يضمن الكفاءة العالية للحام وجودة اللحام الممتازة. إضافة إلى ذلك، فإن نظام التعرف "التمييز" الآلي لوصلات اللحام يحقق التوجيه الفعال والدقيق للروبوت. كل هذه الخصائص التي تم ذكرها، تجعل من هذه المعدة هي الحل الأنسب لتطبيقات اللحام مقارنة مع معدات اللحام النصف الأوتوماتيكية أو معدات اللحام اليدوية.
هل لديك أي أسئلة أو استفسار حول روبوتات اللحام لدينا؟
من فضلك لا تتردد في الاتصال بنا، وفريقنا الفني ذو الخبرة العالية سوف يكون سعيد بتقديم المساعدة لك.
- المجنزر
- نظام التتبع البصري بالليزر لدرزة اللحام
- حاجب الريح
- نظام اللحام المتأرجح DOF المتعدد
- جهاز تحميل الحمولة
- آلية الزحف "جنزير" بقوة إلتصاق المغناطيس الدائم
- يمكن لفني لحام واحد من تشغيل روبوت أو أكثر بعد 3 أيام من التدريب المهني، وهذا بدوره يقلل من عدد المشغلين والحاجة لمستويات عالية من المهارة.
- لا يحتاج لضبط المسارات أو البرمجة للتوجيه.
- جودة اللحام مستقرة وموثوقة، بحيث تقلل بشكل كبير من إعادة اللحام.
- النبضات الكهربائية ذات التردد المنخفض والبرنامج تكامل إجراءات اللحام بنبضة مزدوجة، معدل الترسب العالي للحام، ويحسن بشكل كبير من كفاءة اللحام.
- يتم تخزين إجراءات اللحام مباشرة، بحيث تكون جاهزة تحت تصرفك.
- سعة التحميل العالية، مرونة الحركة، القدرة على تنفيذ الزحف السهل لكل أوضاع اللحام بحرية وبدرجات متعددة، علاوة على قدرته على الدوران حول أجزاء الهيكل المتوسطة والكبيرة.
- القدرة على تجاوز العقبات.
- التحكم من بعد عن طريق كابينة التحكم بمساعدة كاميرا الملاحظة لحوض المصهور المركبة على الجنزير.
- التصميم المتين، صمم ليستخدم لفترة طويلة.
- مجهزة بأربع حساسات تعمل بتقنية الموجات فوق الصوتية مع التنبيه لمنع السقوط أو حدوث الخطاء.
- مشاريع اللحام: الصهاريج والخزانات، الخزانات الكروية، السفن، البنية التحتية لمحطات الطاقة النووية وأجزاء الهيكل الكبيرة الأخرى.
- النوع المعدني: فولاذ سبيكة الفولاذ الكربوني.
- نوع أخدود اللحام: V,X,U,J
- أوضاع اللحام: 1G,2G,3G,4G, 5G,6G
- سمك المعدن: من 6 مم إلى 100 مم.
كل مكونات النظام تركب على عربة النقل، تشمل روبوت اللحام المجنزر، كابينة التحكم، مصدر الطاقة الكهربائية للحام، مغذي أسلاك اللحام ووحدة تبريد الماء، وهذا بدوره يحقق التشغيل والنقل المريح.
- عربة النقل
- كابينة التحكم
- روبوت اللحام المجنزر بتوجيه وتتبع ذاتي
- مغذي أسلاك اللحام
- وحدة التبريد بالماء
- مصدر الطاقة الكهربائية للحام
- الأبعاد: 1400 مم (طول)×800 مم (عرض)×1500 مم (إرتفاع)
- نوع التشغيل: كهربائي أو يدوي.
تتميز كابينة التحكم بالتصميم القياسي، الغلاف الخارجي من المعدن ولوحة التحكم بشاشة اللمس. علاوة على ذلك، يعتمد وحدة معالجة مركزية CPU ذات أداء عالي والتي تتكيف مع نظام المعالجة المتعدد، وهذا يحقق التشغيل المتزامن بسرعات عالية للجنزير والمشغل. تم تركيب وحدة التحكم المؤازر "سيرفو" في الكابينة، ويتم التشغيل والتحكم في كل محور موصل إلى CPU من خلال الربط بالوصلات المادية. صممت كابينة التحكم بالعديد من الوصلات المناسبة لتوصيل الأنواع مختلفة من المعدات الصناعية.
| الأبعاد | 580 مم (طول)×360 مم (عرض)×630 مم (إرتفاع) |
| الوصلات | وصلات تماثلية: 4 I/O وصلات رقمية: 32 I/O |
بأقصى مسافة للملاحظة 100 متر، تستخدم الكاميرا المركبة على حوص المصهور للمراقبة عن بعد لعمليات اللحام بالقوس المفتوح. يحقق النطاق الديناميكي بفضل تقنية الحساسات المتقدمة وتصميم الدائرة الكهربائية الدقيق. يمكن للمستخدمين ملاحظة شعلة اللحام بكل وضوح، سلك اللحام وكل عمليات اللحام بواسطة الكاميرا المركبة على حوض المصهور.
| حساس الصورة | حساس ملون HDR CMOS 2/3" |
| الوضوح | 1280(H) X1024(V) |
| حجم البكسل | 6.8 ميكرومتر×6.8 ميكرومتر (المساحة الفعالة 8.7 مم×7 مم) |
| المرشح "فلتر" | مرشح الأشعة تحت الحمراء وفوق البنفسجية "blocks UV IR" |
| حاجب حساس الصورة | الغالق المتدحرج (رولينغ شتر) أو الغالق الكلي |
| النطاق الديناميكي | 140 dB |
| عمق البكسل | 8bit |
| زمن التعريض | من 100 ميكرو ثانية إلى 100 ملي ثانية |
| التحكم بالصورة | زمن التعريض للتحكم بسرعة الغالق (سرعة الشتر) |
| الأبعاد | 85 مم (طول)×36 مم (عرض)×38.5 مم (إرتفاع) (بدون العدسة) |
| الوزن | 200 جرام (بدون العدسة) |
| تركيب العدسة | تركيب C |
| استهلاك الطاقة الكهربائية | 6W at 12V |
يمكن تصميم مصدر الطاقة الكهربائية للحام وفقاً لمتطلبات العملاء. النوع القياسي هو مصدر الطاقة من الفئة الرقمية، بحيث يشمل أكثر من 200 ذاكرة برمجة. هذا يجعل من مادة اللحام ، قطر السلك والغاز تعمل دائماً بمستوى عالي من الأداء.
| تيار اللحام | BQT-I-400A | BQT-I-500A | |
| جهد الدخل 50 \ 60 هيرتز | 400v( 20%/-20%) | ||
| تيار الدخل | 25A | 28.5A | |
| معامل القدرة عند أقصى تيار | 0.96 | 0.93 | |
| الكفاءة عند أقصى تيار | 0.89 | 0.89 | |
| Duty cycle@40℃ | 100% | 420A | 500A |
| 60% | 350A | 450A | |
| Duty cycle@25℃ | 100% | 420A | 500A |
| نطاق التيار (MIG/MAG) | 15A-420A | 15A-500A | |
| الوزن | 34KG | 40KG | |
| الأبعاد | 738mm(L) *273mm(W) *521mm(H) | ||
صمم مغذي سلك اللحام مع غلاف معدني لضمان المتانة العالية. بفضل قابلية التخزين لعدد 99 برنامج من برامج اللحام، فإن وحدة تغذية سلك اللحام هذه قابلة للاستخدام لمختلف تطبيقات اللحام.
| الموديل | DVU W500 |
| الوزن | 16kg |
| الأبعاد | 603mm(L)x262mm(W)x446mm(H) |
| عدد بكرات تغذية السلك | 4 |
| قطر السلك | 0.6 mm-1.6 mm |
| سرعة التغذية | 0-25 m/min |
| قطر بكرة السلك | 300mm |
| وزن المنتج | 28.8kg | أقصى إرتفاع لتجاوز العوائق | 5mm |
| أقصى حمل | 60kg | أقصى سرعة للحركة | 5m/min |
| أقل قطر للسطح المفقوس | ≥3.2m | دقة تتبع اللحام | ±0.5mm |
| الأبعاد | 621 mm (L) x394mm (W)x267mm (H) | ||
| الجنزير | التعقب بواسط الجنزير | نوع حركة الشعلة | خطية، بندولية، مائلة |
| نطاق الحركة الخطية لشعلة اللحام | ±25mm | نطاق البروز | ±25mm |
| زاوية حركة الشعلة (حركة بندولية) | ±30° | زاوية ميل الشعلة | ±10° |
| زاوية خطوة الشعلة | ±30° | الدوران | الدوران الحلزوني بزاوية 360 درجة |
| درجة حرارة التشغيل | -10℃~40℃ | الرطوبة النسبية | أقل من 90% |
| كابل التحكم | الطول القياسي 10 متر، يمكن زيادة الطول وفقاً للمتطلبات. | ||
حالياً، لحام أجزاء الهيكل الكبيرة تتم بشكل يدوي أو نصف أوتوماتيكي. حيث يكون نتيجة ذلك، التكاليف الكبيرة اللازمة لعمليات اللحام اليدوي. إضافة إلى ذلك، سوف تكون هناك الحاجة لمدة طويلة لتدريب فني اللحام للوصول إلى المهارات المطلوبة والتي تحقق عمليات اللحام ذات الجودة العالية. كما يمكن أن تحدث بعض الأخطاء اثناء اللحام، وهذا بدور يؤثر أيضاً على زمن الإنتاج، جودة اللحام والتكاليف. قد يتسبب اللحام اليدوي في بعض المشاكل الصحية أو بعض المخاطر المتعلقة بأمن وسلامة فني اللحام بسبب بيئة العمل الخطيرة للوميض الكامل، الدخان، الشرارة، والحرارة. من ناحية أخرى، فإن استخدام اللحام لمكونات الهيكل الكبيرة تتأثر بالتتبع الموجه، والتي تتوقف عند درجة محددة من القدرة على التحكم الآلي خصوصاً في سنياريوهات تطبيقات اللحام للسطح المقوسة وغير المنتظمة.
مقارنة مع اللحام اليدوي واللحام النصف أوتوماتيكي، فإن تقنية اللحام بالروبوت المجنزر لكل أوضاع اللحام بتوجيه وتتبع ذاتي يعد هو البديل الأمثل لصناعة لحام أجزاء الهياكل الكبيرة، حيث يحسن بشكل كبير من جودة وكفاءة اللحام.
- جودة غير مستقرة للحام
- كفاءة منخفضة للحام
- تكاليف عالية لليد العاملة
- تغبر الرئة
- مخاطر على العاملين
- تكاليف الإدارة العالية
- الحاجة للتبع والتوجيه
- غير قابل للتطبيق للحام الوصلات غير المنتظمة، خصوصاً السطح المقوس